Filament Saklama ve Kurutma: Nemle Mücadele
Nem, filamentin sessiz düşmanıdır: stringing, pürüzlü yüzey ve kırılgan parçalara yol açar. Nemli filamenti tanıma, doğru saklama ve malzemeye göre kurutma sıcaklık/süre tablosu bu rehberde.
Filament makaranı raftan aldın, güzelce ayarladığın yazıcıya taktın; ama baskı yüzeyi pütür pütür çıkıyor, nozzle'dan tıslama sesi geliyor ve parça elinde kırılıyor. Çoğu zaman suçlu yazıcı ya da ayar değil: filamentin çektiği nem. 3D baskı malzemeleri havadaki nemi emen (higroskopik) plastiklerdir ve doğru saklanmadıklarında sessizce bozulurlar. Bu rehberde nemin neden bu kadar zarar verdiğini, nemli filamenti nasıl tanıyacağını, kuru saklamanın yollarını ve malzemeye göre kurutma sıcaklık/süre tablosunu bulacaksın.
Nem neden bu kadar büyük bir sorun?
Filamentin çektiği su, baskı sırasında nozzle içindeki yüksek sıcaklıkta aniden buharlaşır. Bu buhar erimiş plastiğin içinde patlayarak dışarı çıkar ve baskı kalitesini birçok yönden bozar:
- Kabarcık ve "cızırtı" sesi: Nozzle'dan buhar kaçarken duyulan tıslama/patlama sesi en klasik belirtidir.
- Stringing (iplikçikler): Nemli malzeme daha akışkan olur, parçalar arasında saç teli gibi iplikler bırakır. Bunun ayar tarafındaki çözümlerini 3D baskı sorunları ve çözümleri yazısında bulabilirsin.
- Pürüzlü, mat yüzey: Buhar kabarcıkları katman yüzeyini bozar, parlak filament matlaşır.
- Zayıf katman yapışması ve kırılganlık: Özellikle naylon gibi malzemeler nemliyken hem baskı sırasında zayıf yapışır hem de zamanla gevrekleşir.
Basit bir kural: Makara açıldığı andan itibaren nemle yarışa girmiş demektir. Amaç, o yarışı senin lehine çevirecek bir saklama düzeni kurmaktır.
Nemli filamenti nasıl anlarsın?
Bir makaranın nem çekip çekmediğini anlamak için pahalı bir cihaza ihtiyacın yok. Şu belirtilere dikkat et:
- Baskı sırasında nozzle'dan tıslama, çıtırtı veya küçük patlama sesleri geliyor.
- Ekstrüzyondan çıkan filamentte gözle görülür buhar veya kabarcık var.
- Daha önce temiz baskı aldığın profille ansızın stringing ve pürüz başladı.
- Bitmiş parça normalden daha kolay kırılıyor, katmanlar birbirinden ayrılıyor.
- Makarayı elinde tuttuğunda filament tok yerine gevrek ses çıkararak kırılıyor.
Bu belirtilerden birkaçı bir arada görünüyorsa, ayarları değiştirmeden önce filamenti kurutmayı dene; çoğu zaman sorun bir anda kaybolur.
Hangi malzemeler daha çok nem çeker?
Bütün filamentler nem çeker ama hızları çok farklıdır. Malzeme seçiminin baskı davranışına etkisini derinlemesine görmek istersen 3D baskı filament türleri yazısına göz atabilirsin. Higroskopiklik açısından kabaca sıralama şöyledir:
- Çok yüksek (saatler içinde etkilenir): Naylon (PA), PVA, bazı TPU'lar.
- Yüksek: PETG, ASA, PC (polikarbonat).
- Orta: ABS, TPU (çoğu tür).
- Düşük ama yine de etkilenir: PLA.
PLA "en az sorunlu" olsa da nemli PLA da stringing ve mat yüzey yapabilir. PLA ile PETG arasındaki davranış farklarını merak ediyorsan PLA mı PETG mi, hangi filament? karşılaştırması işini kolaylaştırır.
Kuru saklama: nemi baştan engelle
En iyi kurutma, hiç ıslanmamış filamenttir. İyi bir saklama düzeni kurutma ihtiyacını neredeyse ortadan kaldırır.
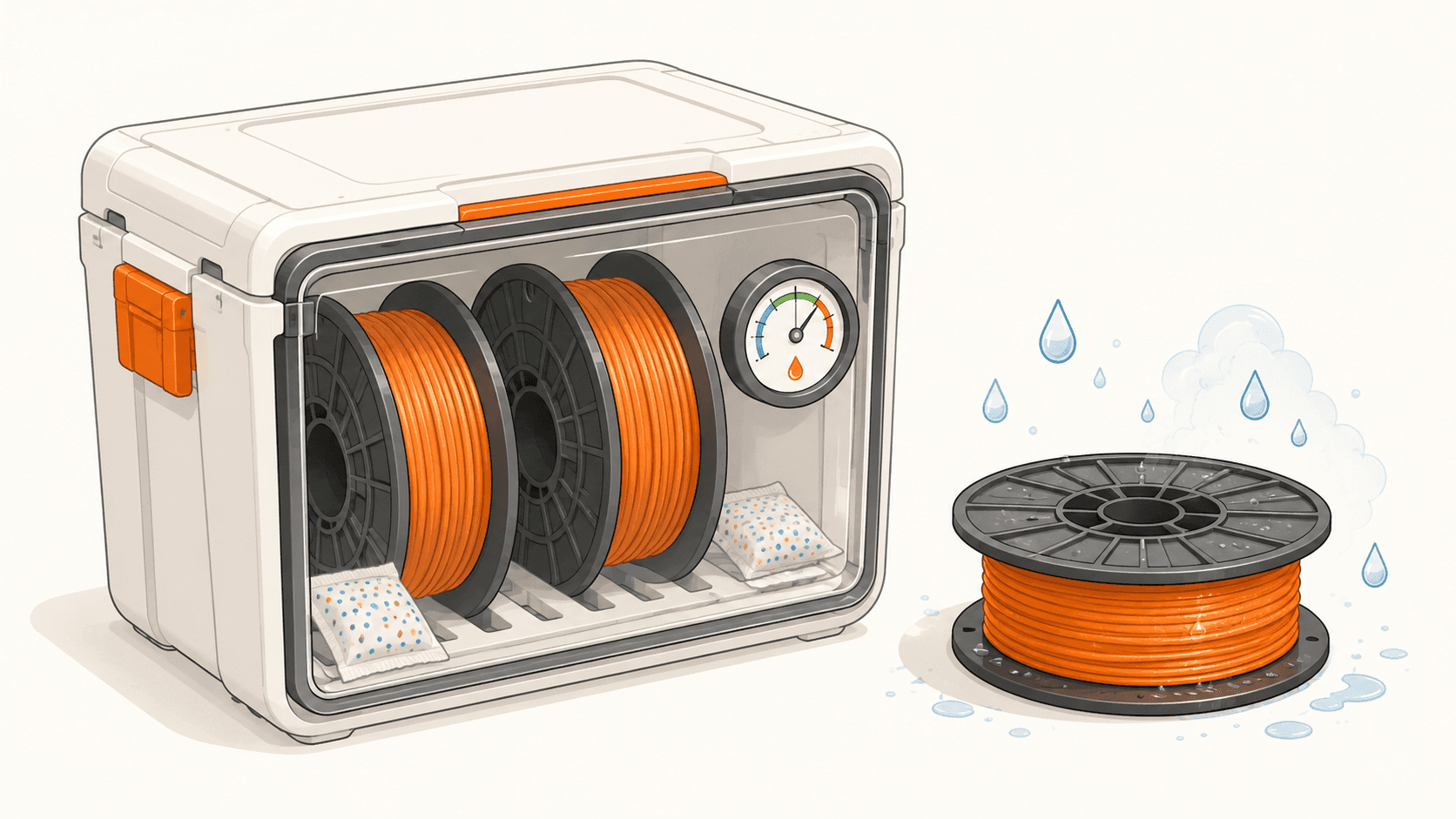
Temel yöntem — kapalı kutu + nem tutucu:
- Filamentleri hava geçirmez, kilitli bir plastik kutuya (ör. sızdırmaz saklama kabı) koy.
- İçine silika jel paketleri ekle. Renk değiştiren (turuncu/mavi) tür, doyduğunda uyarır.
- Nem seviyesini görmek için kutuya küçük bir higrometre koy; hedef %15'in altı.
Vakumlu poşetler: Uzun süre kullanmayacağın makaralar için silika jelle birlikte vakumlu poşet ideal saklama sağlar. Poşetin hava sızdırmadığından emin ol.
Kuru kutudan besleme (dry box): Aktif baskı sırasında bile makarayı kutuda tutup filamenti küçük bir delikten yazıcıya besleyen "dry box" düzenleri, naylon ve PA gibi malzemeler için neredeyse zorunludur.
Pratik ipuçları:
- Silika jeli doyunca fırında düşük ısıda kurutup tekrar kullanabilirsin (renk değiştiren türde eski rengine döner).
- Makarayı bodrum, banyo gibi nemli ortamlarda bırakma.
- Açtığın makarayı iş biter bitmez kutuya geri koymayı alışkanlık haline getir.
Kurutma: nemli filamenti kurtarmak
Filament nem çektiyse panik yok; çoğu durumda kurutarak geri kazanabilirsin. İki yaygın yöntem vardır:
- Filament kurutucu (en güvenli): Sıcaklığı hassas kontrol eden, makarayı döndürerek eşit kurutan cihazlardır. Kullanımı en kolay ve en güvenli seçenektir.
- Fırın (dikkatli kullanılırsa): Sıcaklığı iyi kontrol edilebilen bir fırın kullanılabilir. Ancak fan destekli (turbo) fırınlar sıcaklık dalgalanması yapabilir ve makarayı deforme edebilir; gıda güvenliği açısından da ayrı bir fırın tercih etmek daha doğrudur.
Önemli uyarı: Kurutma sıcaklığı, malzemenin cam geçiş sıcaklığının (Tg) altında kalmalıdır. Aksi halde makara yumuşar, sarımlar birbirine yapışır ve filament kullanılamaz hale gelir. PLA gibi düşük Tg'li malzemelerde bu sınıra özellikle dikkat et.
Malzemeye göre kurutma sıcaklık ve süre tablosu
Aşağıdaki değerler yaygın olarak önerilen aralıklardır. Her üreticinin makarası biraz farklı olabilir, bu yüzden mümkünse filament ambalajındaki üretici önerisini esas al.
| Malzeme | Kurutma sıcaklığı | Süre | Not |
|---|---|---|---|
| PLA | 40–50 °C | 4–6 saat | Düşük Tg; sıcaklığı abartma, yumuşayabilir |
| PETG | 60–65 °C | 4–6 saat | Nem çekmeye yatkın, düzenli kurut |
| ABS | 60–70 °C | 4–6 saat | Kapalı hazne baskıyı kolaylaştırır |
| ASA | 60–70 °C | 4–6 saat | ABS'e benzer davranır |
| TPU (esnek) | 50–60 °C | 4–5 saat | Yüksek higroskopik, yavaş kurutulmalı |
| Naylon (PA) | 70–80 °C | 8–12 saat | Çok hızlı nem çeker; baskıdan hemen önce kurut |
| PC (polikarbonat) | 70–80 °C | 6–8 saat | Yüksek sıcaklık gerektirir |
| PVA (destek) | 45–55 °C | 4–6 saat | Suda çözünür, neme aşırı duyarlı |
Kurutma bittikten sonra filamenti sıcakken bekletme; doğrudan kuru kutuna al ya da hemen baskıya başla. Naylon gibi malzemelerde en iyi sonuç için kurutucudan beslemeli baskı yapmak idealdir.
Küçük bir rutin, büyük fark
Nemle mücadele aslında bir alışkanlık meselesidir. Her makarayı açtıktan sonra silika jelli bir kutuya koymak, ayda bir higrometreyi kontrol etmek ve sorun çıkan makarayı tablodaki değerlerle kurutmak, baskı kalitendeki dalgalanmaların büyük kısmını ortadan kaldırır. Özellikle naylon, PETG ve TPU gibi malzemelerle çalışıyorsan bu rutin, harcadığın filament ve zamanı fazlasıyla geri öder.
Sık sorulan sorular
SSS
Sık sorulan sorular
Filamentin nem çektiğini nasıl anlarım?
En belirgin işaretler: baskı sırasında çıtırtı/patlama sesleri (nem buharlaşırken), artan stringing (tel tel) ve pürüzlü yüzey, filamentin kolay kırılması ve zayıf katman yapışması. Nozzle'dan ince buhar çıkması da klasik bir belirtidir.
Nemlenmiş filamenti nasıl kurutabilirim?
En pratiği bir filament kurutucu (filament dryer) kullanmaktır. Yoksa fanlı bir fırında düşük sıcaklıkta kurutabilirsin. Sıcaklık malzemeye göre değişir: PLA daha düşük (~45 °C), PETG orta (~65 °C), Naylon daha yüksek (~70-80 °C) civarındadır — kesin değer için filament markasının önerisini kontrol et. Genellikle 4-6 saat yeterlidir.
Filamenti doğru şekilde nasıl saklamalıyım?
Hava geçirmez bir kutu veya vakumlu poşet içinde, yanına silika jel (nem alıcı) paketleri koyarak sakla. İçeriye küçük bir nem göstergesi eklemek idealdir; nemi genelde %15-20'nin altında tutmak hedeflenir. Açıkta, özellikle nemli ortamda bırakma.
Hangi filamentler en çok nem çeker?
En higroskopik (nem seven) olanlar Naylon (Nylon), TPU, PVA ve PETG'dir; bunları açıkta bırakmamak kritiktir. PLA daha az etkilenir ama o da zamanla nem çeker. Kural olarak hepsini kapalı ve nem alıcılı saklamak en güvenlisidir.
Maker günlüğü
İlgili yazılar
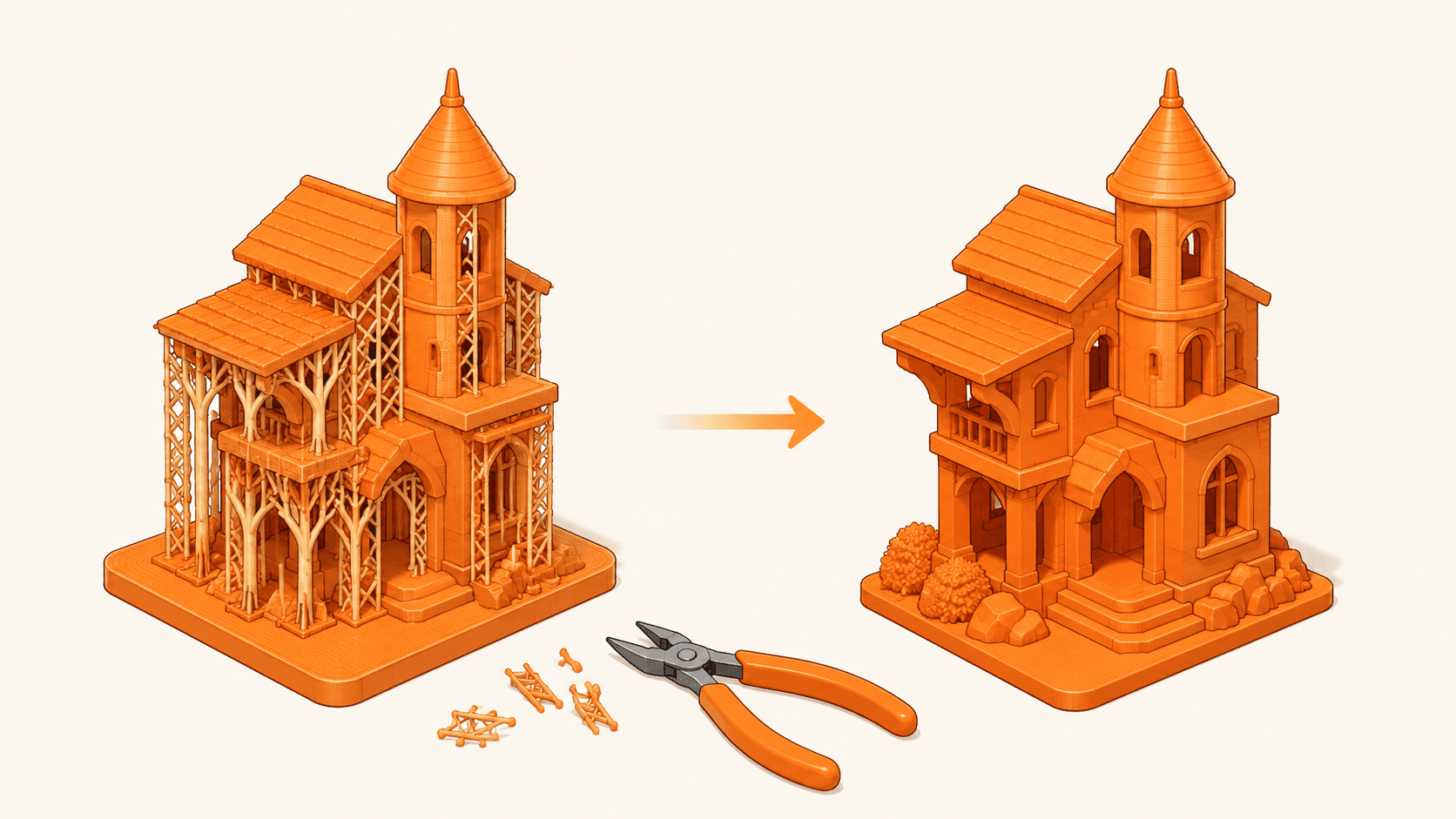
Destek (Support) Ayarları: Temiz Çıkan Destek Rehberi
Modele yapışan, yüzeyi bozan destekler mi? Destek türleri, Z mesafesi, yoğunluk ve arayüz ayarlarıyla çıtır çıtır sökülen, temiz çıkan destek nasıl kurulur adım adım anlatıyoruz.
Oku →
Expo 3D Istanbul 2026: Türkiye'nin En Büyük 3D Baskı Fuarı Rehberi
17-19 Eylül 2026'da İstanbul Fuar Merkezi'nde düzenlenecek Expo 3D Istanbul; 100+ firma, 250+ marka ve 15.000+ ziyaretçiyle Türkiye'nin en büyük 3D baskı ve eklemeli imalat fuarı. Tarih, yer, sektörler ve ziyaretçi ipuçlarıyla eksiksiz rehber.
Oku →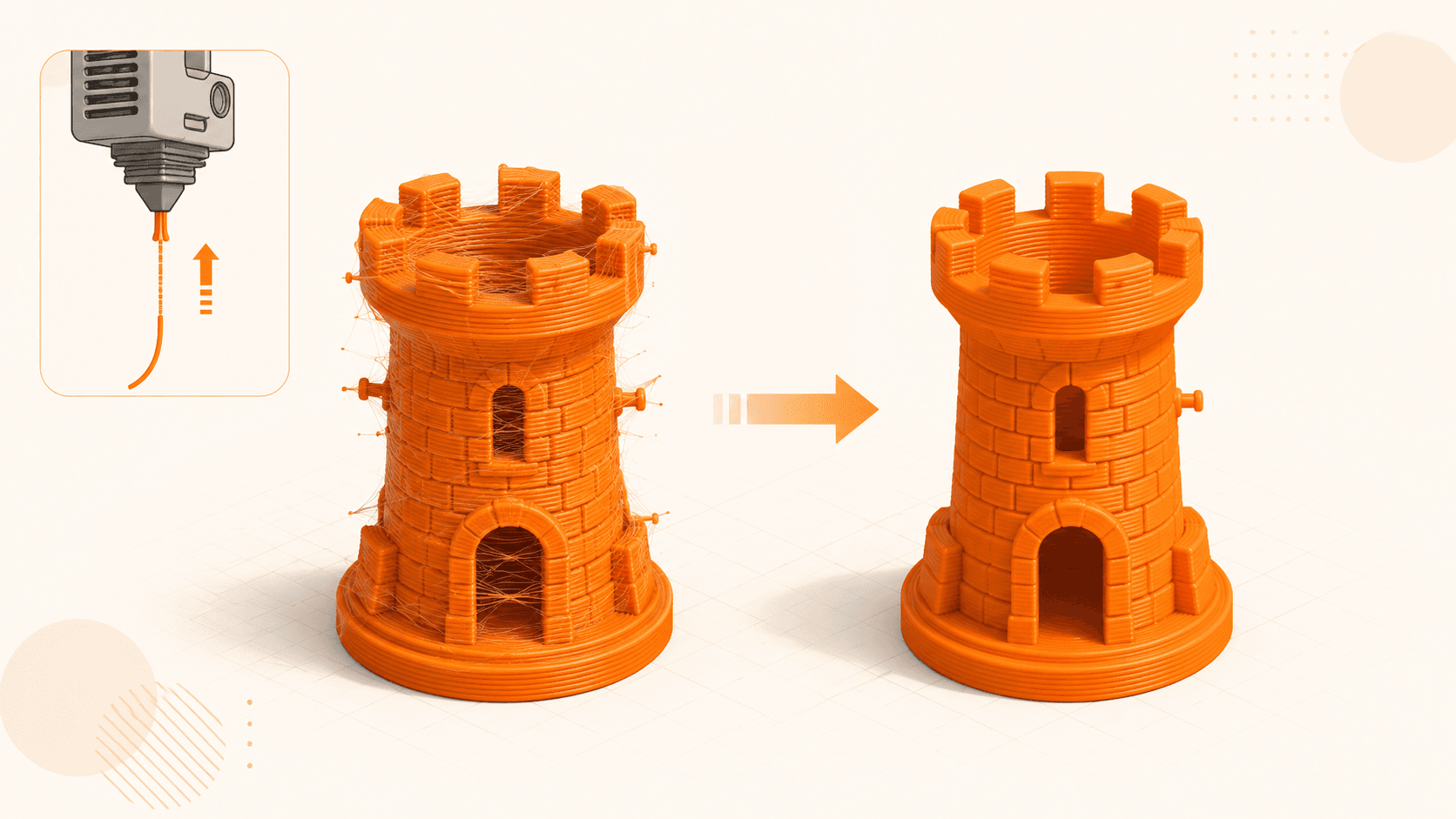
Retraction Ayarları: Stringing'i Bitiren Rehber
Baskılarınızı saran ince plastik teller (stringing) çoğu zaman tek bir ayar grubuyla çözülür: retraction. Mesafe, hız, sıcaklık ve filament nemini adım adım optimize ederek temiz yüzeyler elde edin.
Oku →