3D Baskı Sorunları ve Çözümleri: En Sık 12 Problem
Baskı tablaya yapışmıyor, iplikler oluşuyor, köşeler kalkıyor mu? 3D baskıda en sık karşılaşılan 12 sorunu nedenleri ve adım adım çözümleriyle topladık — başarısız baskıları tarihe gömün.
3D baskıda başarısız bir baskıyla karşılaşmak sinir bozucudur — ama iyi haber şu: sorunların neredeyse tamamı bilinen birkaç nedene dayanır ve çözümleri bellidir. Bu rehberde en sık 12 baskı sorununu, nedenleriyle ve adım adım çözümleriyle topladık. Bir sorunla karşılaştığında buraya dön, ilgili başlığa bak.
Hızlı tanı tablosu
| Belirti | Olası neden | İlk çözüm |
|---|---|---|
| Tablaya yapışmıyor | Tesviye / mesafe / kirli yüzey | Tabla tesviyesi + temizlik |
| İnce iplikler (stringing) | Retraction az / sıcaklık yüksek | Retraction artır, sıcaklık düşür |
| Köşeler kalkıyor (warping) | Soğuma / tabla sıcaklığı | Tabla ısıt, cereyanı kes, brim |
| Katmanlar ayrışıyor | Nozzle sıcaklığı düşük | Sıcaklığı 5–10 °C artır |
| Spagetti baskı | Parça tabladan koptu | Yapışma + soğutmayı düzelt |
1. Baskı tablaya yapışmıyor
En sık sorun. İlk katman tutmazsa baskı baştan başarısızdır.
- Tabla tesviyesi (leveling) yap; nozzle-tabla mesafesi her noktada eşit olmalı.
- Tablayı izopropil alkol ile temizle (parmak yağı yapışmayı bozar).
- İlk katman hızını düşür, tabla sıcaklığını 5 °C artır.
- Gerekirse brim (kenar eteği) ekle.
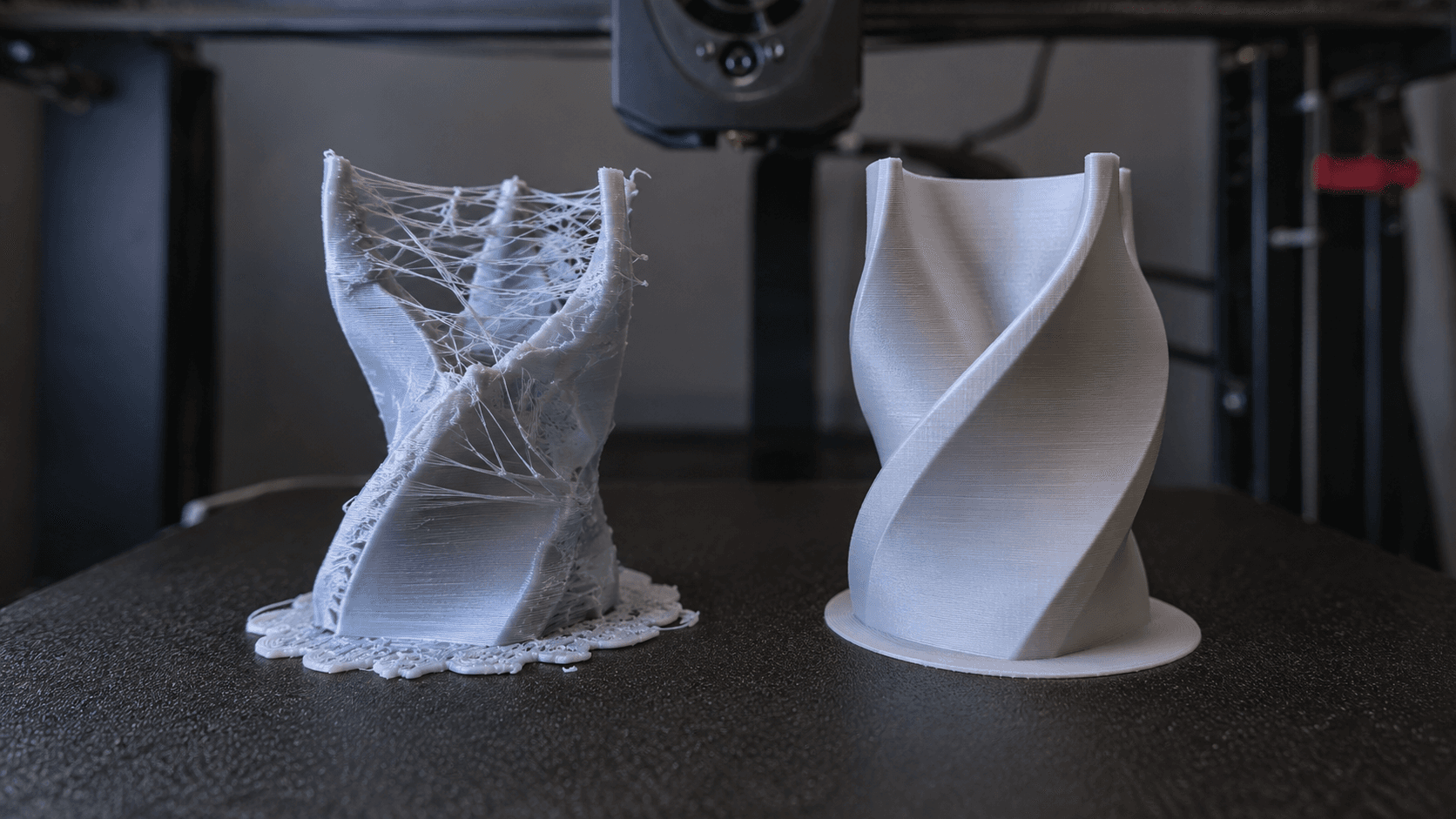
2. İnce iplikler — Stringing
Nozzle boşlukta gezerken sızan filament ince teller bırakır.
- Retraction (geri çekme) mesafesini artır.
- Nozzle sıcaklığını birkaç derece düşür.
- Filament nemliyse kurut (nem stringing'i artırır).
3. Köşeler kalkıyor — Warping
Parça soğurken büzülür ve köşeler tabladan kalkar (özellikle ABS).
- Tabla sıcaklığını artır, ilk katman fanını kapat.
- Yazıcıyı cereyandan koru; ABS/ASA için kapalı hazne kullan.
- Brim veya raft ekle.
4. Katmanlar ayrışıyor / kırılgan baskı
Katmanlar birbirine yapışmıyorsa baskı kolay kırılır.
- Nozzle sıcaklığını 5–10 °C artır.
- Baskı hızını düşür.
- Soğutma fanını (özellikle PETG'de) azalt.
5. Spagetti baskı (havada eriyik yığını)
Parça tabladan koptuğunda yazıcı boşluğa filament püskürtür.
- Kök neden genelde yapışma (bkz. madde 1) veya warping'tir.
- Yüksek parçalarda destek/brim kullan, soğutmayı dengele.
6. Tıkalı nozzle (under-extrusion)
Yetersiz filament akışı; eksik/boşluklu baskı.
- Nozzle'ı temizle (cold pull / iğne).
- Sıcaklığı artır, baskı hızını düşür.
- Aşındırıcı filament (karbon fiber) sertleştirilmiş nozzle ister.
7. Fazla akış (over-extrusion)
Yüzeyde şişkinlik, taşma.
- Slicer'da flow/extrusion multiplier değerini düşür.
- Nozzle sıcaklığını biraz azalt.
8. Katman kayması (layer shifting)
Baskı bir noktadan sonra yana kayar.
- Baskı hızını/ivmeyi düşür.
- Kayış gerginliğini ve kasnak vidalarını kontrol et.
- Nozzle'ın parçaya çarpmadığından emin ol.
9. Fil ayağı (elephant foot)
İlk katmanlar dışa doğru ezilir.
- Z-offset'i hafif artır, ilk katman sıcaklığını/akışını azalt.
- Slicer'da "elephant foot compensation" varsa kullan.
10. Yüzeyde lekeler — Blobs / zits
Nozzle dönüş noktalarında küçük topaklar.
- Retraction ayarlarını ince ayarla.
- "Coasting" / "wiping" seçeneklerini dene.
11. Üst yüzey delikli / pürüzlü
Üst katmanlar tam kapanmıyor.
- Üst katman sayısını ve dolum (infill) oranını artır.
- Soğutmayı artır.
12. Destekler zor çıkıyor / yüzeyi bozuyor
- Destek Z mesafesini (support Z distance) artır.
- Mümkünse parçayı desteğe daha az ihtiyaç duyacak şekilde yerleştir.
- Çıkarması kolay destek arayüzü (interface) ayarlarını dene.
Çoğu sorunun ortak çözümü: doğru ayar + doğru malzeme
Sorunların büyük kısmı sıcaklık, hız ve retraction ayarlarından kaynaklanır. Ayarları sistemli yapmak için 3D yazıcı ayarları rehberimize bak. Sorun malzemeyle ilgiliyse (warping, kırılganlık) filament türleri ve PLA mı PETG mi yazıları yol gösterir.
Özet
3D baskı sorunları korkutucu görünse de neredeyse tamamı çözülebilir. Bir sorunu çözerken tek seferde tek ayar değiştir ki etkisini görebilesin. İlk katmana, sıcaklığa ve retraction'a hâkim olduğunda baskılarının çoğu sorunsuz tamamlanır. Test edilmiş, baskıya hazır modeller için 3Dshere Marketplace'i keşfet — kaliteli dosya, yarı yarıya az sorun demektir.
SSS
Sık sorulan sorular
Baskım tablaya neden yapışmıyor?
En sık nedenler: bozuk tabla tesviyesi, yanlış nozzle-tabla mesafesi, kirli tabla yüzeyi veya düşük tabla sıcaklığı. Tablayı izopropil alkolle temizle, tesviyeyi kontrol et, ilk katman hızını düşür ve gerekirse brim ekle.
Stringing (ince iplikler) nasıl önlenir?
Retraction mesafesini artır ve nozzle sıcaklığını birkaç derece düşür. Filament nemliyse kurut; nem stringing'i belirgin şekilde artırır.
Köşeler neden kalkıyor (warping)?
Parça soğurken büzülür. Tabla sıcaklığını artır, yazıcıyı cereyandan koru, ilk katman fanını kapat ve brim/raft kullan. ABS/ASA için kapalı hazne çok yardımcı olur.
Baskım neden spagettiye döndü?
Parça baskı sırasında tabladan koptuğunda yazıcı boşluğa filament püskürtür. Kök neden genelde zayıf yapışma veya warping'tir; ilk katman yapışmasını ve soğutmayı düzeltmek sorunu çözer.
Katmanlar birbirine yapışmıyor, baskı kırılgan; ne yapmalıyım?
Nozzle sıcaklığını 5–10 °C artır, baskı hızını düşür ve soğutma fanını (özellikle PETG'de) azalt. Bu, katmanların daha iyi kaynaşmasını sağlar.